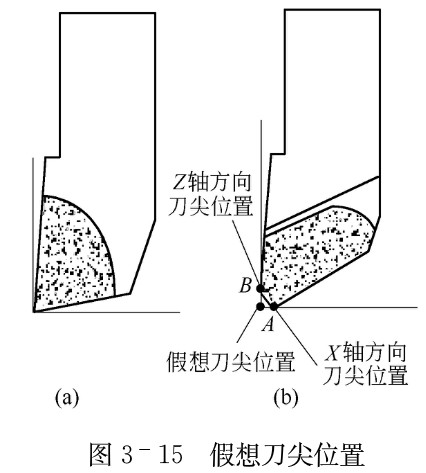
数控车床是按刀具的刀尖对刀的,但由于车刀刀尖总有一段半径很小的圆弧,因此对刀时刀尖的位置是一个假想刀尖点(即车外圆、车端面时,刀尖上起作用的点沿坐标轴方向延伸的汇交点为假想刀尖点)。如图3一15 (b)所示,车刀中的A点为假想刀尖点,相当于图3一15 (a)所示车刀的刀尖点。
编程时按假想刀尖轨迹编程,即工件轮廓与假想刀尖重合,而车削时实际起作用的切削刃却是刀尖圆弧上的各切点,这样会引起加工表面的形状误差。车内外圆柱、端面时并无误差产生,因为实际切削刃的轨迹与工件轮廓一致。车锥面、倒角或圆弧时,则会造成欠切削或过切削的现象,如图3一16所示。
采用刀具半径补偿功能,刀具运动轨迹指的不是刀尖,而是刀尖上刀刃圆弧中心位置的运动轨迹。编程者按工件轮廓线编程,数控系统会自动完成刀尖轨迹的偏置,即执行刀具半径补偿后,刀具会自动偏离工件轮廓一个刀尖圆弧半径值,使刀刃与工件轮廓相切,从而加工出所要求的工件轮廓。
|








